





Re: Let's practice STICK WELDING, and proper weld bead applications.

Now after the application of the third line, its time to find out if the slags would chip off easily and looking at the pic well it did easily chipped of with some light tapping of the chipping hammer.

For this image I marked down my sort of mistake, I was not able to re start weld applications immediately due to the flux cover up on the tip of the welding rod.


But looking closely on these two images, I was successfully able to apply a very good weld puddle continuously and using 130amp setting did quite do justice to the weld application sans the mistake.
Looking at those big chunks of slags would indicate that the 130 amps used would be right enough to make a successful and good burn between the metal and the welding electrode.
CIGWELD Weldskill 250 amp Mig Welder
AHP Alpha-TIG 200X welder
HITRONIC 300 Amp DC Inverter IGBT Welder
YAMATO 300 amp AC Stick Welder
YAMATO 200 amp DC Inverter IGBT Welder
DeWALT Chopsaw
HOBART and ESAB Welding Helmets
cloned STIHLs
MS 044 chainsaw
MS 070 chainsaw
Re: Let's practice STICK WELDING, and proper weld bead applications.

For the fourth line, I made another weld application staying on with the 130amp setting. Made a little mistake again and on the same spot, was not able to maintain the right distance between the metal and the tip of the welding electrode. aaahhhrrrggg, my hand is getting tensed here. Well just did the same procedure like the first one, just got the long nose pliers and nipped of the tip of the welding electrode and just continued applying welds.



Marked my mistake but looking closely on the rest of the weld puddles applied, it looks so decent enough.
CIGWELD Weldskill 250 amp Mig Welder
AHP Alpha-TIG 200X welder
HITRONIC 300 Amp DC Inverter IGBT Welder
YAMATO 300 amp AC Stick Welder
YAMATO 200 amp DC Inverter IGBT Welder
DeWALT Chopsaw
HOBART and ESAB Welding Helmets
cloned STIHLs
MS 044 chainsaw
MS 070 chainsaw
Re: Let's practice STICK WELDING, and proper weld bead applications.
Well not yet satisfied, I adjusted my ampere setting at 140amp.

At 140amp setting, I applied my fifth line and it did fired up quickly and went smoothly and no mistakes were made.

Slags chipped of easily exposing a very decent weld puddles.


This is the first front surface of the flat plate with 7018 weld puddles.
CIGWELD Weldskill 250 amp Mig Welder
AHP Alpha-TIG 200X welder
HITRONIC 300 Amp DC Inverter IGBT Welder
YAMATO 300 amp AC Stick Welder
YAMATO 200 amp DC Inverter IGBT Welder
DeWALT Chopsaw
HOBART and ESAB Welding Helmets
cloned STIHLs
MS 044 chainsaw
MS 070 chainsaw
Re: Let's practice STICK WELDING, and proper weld bead applications.
And at the back side of the plate, I made continues welds using 130amp on 1/2 of the plate and on another half, used 140 amp.


Using the 130amp or 140amp for this welding electrode, I guess is just enough for this rod to be able to weld continuously and produce decent looking weld puddles.
And for this weld exercises I spent 7 pcs of welding electrode.
CIGWELD Weldskill 250 amp Mig Welder
AHP Alpha-TIG 200X welder
HITRONIC 300 Amp DC Inverter IGBT Welder
YAMATO 300 amp AC Stick Welder
YAMATO 200 amp DC Inverter IGBT Welder
DeWALT Chopsaw
HOBART and ESAB Welding Helmets
cloned STIHLs
MS 044 chainsaw
MS 070 chainsaw
Re: Let's practice STICK WELDING, and proper weld bead applications.
For the next exercise, I'll be using the E7024 welding electrode, again using the YAMATO welder.
E 7024

Again same size and thickness of plate.

Continuously applied welds on the plate using 160amp. And with light tapping of the welds, slags would easily dislodge from the weld puddles underneath.

The cleaned and exposed decent weld puddles. On this first weld application, I just dragged the welding electrode, no weld weaving whatsoever was done but still some weld ripples are evident.

A close up of the weld puddles.
CIGWELD Weldskill 250 amp Mig Welder
AHP Alpha-TIG 200X welder
HITRONIC 300 Amp DC Inverter IGBT Welder
YAMATO 300 amp AC Stick Welder
YAMATO 200 amp DC Inverter IGBT Welder
DeWALT Chopsaw
HOBART and ESAB Welding Helmets
cloned STIHLs
MS 044 chainsaw
MS 070 chainsaw
Re: Let's practice STICK WELDING, and proper weld bead applications.
Then at the back side of the metal plate, I made another set of weld puddles but played around with using some weld weaving.

Applied welds continuously applying several weaving techniques, now we'll see if there will be any differences compared to just simply dragging the welding rods.

This is what I like most when you really get the right or correct ampere setting, it welds continuously and slags get easily chipped off with only light tapping of the metal.

The cleaned and wire brushed weld applications.

A more closer look at the finished welds, hhhmmmmm, kinda effective too when applied with some weld weaving.
For this exercise using the E7024 welding rods, I consumed 5 pcs. of welding rods. Mas matipid sya kaysa E7018 welding electrodes.
CIGWELD Weldskill 250 amp Mig Welder
AHP Alpha-TIG 200X welder
HITRONIC 300 Amp DC Inverter IGBT Welder
YAMATO 300 amp AC Stick Welder
YAMATO 200 amp DC Inverter IGBT Welder
DeWALT Chopsaw
HOBART and ESAB Welding Helmets
cloned STIHLs
MS 044 chainsaw
MS 070 chainsaw
Re: Let's practice STICK WELDING, and proper weld bead applications.
A zoom in images of the weld puddles.


Images of the first half and the second half. The weaving technique I used are the "Push and Pull", "Oscillating Oval movement", "Oscillating Close Circular movement", "Zigzag movement", and the "Oscillating Wide Circular movement.


In these two images, you will see what happens to the tips of every welding rod, that is why it is hard to make an immediate re start during welding applications plus the mere fact that the flux covering the metal rod is quite thick enough that just scratching the tip is not enough, what I do is get a long nose pliers and snip off the thick flux covering.
Hope with these exercises you get to pick up something useful when using these two different welding electrodes. I still urge you to continue practicing weld beads applications and using also different types of welding electrodes and find out its different characteristics in the approach of applying welds and finding out too the right amperage for each welding rods used.
THANKS again for viewing these exercises.
CHEERS and happy welding and stay safe always !!!!!!!!!!!!!!
CIGWELD Weldskill 250 amp Mig Welder
AHP Alpha-TIG 200X welder
HITRONIC 300 Amp DC Inverter IGBT Welder
YAMATO 300 amp AC Stick Welder
YAMATO 200 amp DC Inverter IGBT Welder
DeWALT Chopsaw
HOBART and ESAB Welding Helmets
cloned STIHLs
MS 044 chainsaw
MS 070 chainsaw
Re: Let's practice STICK WELDING, and proper weld bead applications.
I guess with all these exercises done on flat position 1G, you guys can simply follow these exercises, maybe its time to move on to a different welding position, a 2F Position, though also flat but with a different angled metal and another is the 2G Position, this one is a horizontal welding application on a flat plate also.
:massbounce: :bounceD: :2thumbsup: :clap:
CIGWELD Weldskill 250 amp Mig Welder
AHP Alpha-TIG 200X welder
HITRONIC 300 Amp DC Inverter IGBT Welder
YAMATO 300 amp AC Stick Welder
YAMATO 200 amp DC Inverter IGBT Welder
DeWALT Chopsaw
HOBART and ESAB Welding Helmets
cloned STIHLs
MS 044 chainsaw
MS 070 chainsaw
Re: Let's practice STICK WELDING, and proper weld bead applications.
always enjoying watching this thread !!!
:win::win::win::win:
Re: Let's practice STICK WELDING, and proper weld bead applications.
OH before we go to another type of welding position allow me first to add some images I know would be very beneficial to all interested in this type of welding. Its not just being able to know how to apply or lay the beads on the metal surface but also knowing how to identify possible joints we may encounter when we do our metal projects in the coming days or so. 😎
These images are still worth studying and understanding, so we may plan how we would apply our welds properly and get very satisfactory results. 😉
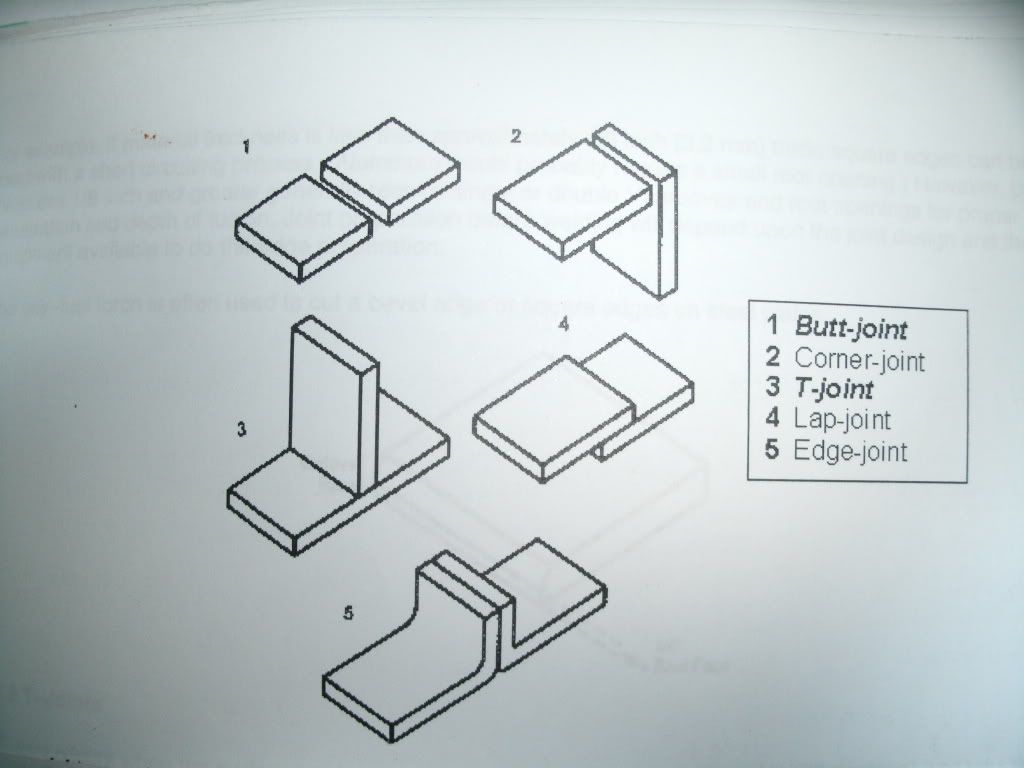
These are different types of welding joints:
1.) BUTT-JOINT
2.) CORNER-JOINT
3.) T-JOINT
4.) LAP-JOINT
5.) EDGE-JOINT
CIGWELD Weldskill 250 amp Mig Welder
AHP Alpha-TIG 200X welder
HITRONIC 300 Amp DC Inverter IGBT Welder
YAMATO 300 amp AC Stick Welder
YAMATO 200 amp DC Inverter IGBT Welder
DeWALT Chopsaw
HOBART and ESAB Welding Helmets
cloned STIHLs
MS 044 chainsaw
MS 070 chainsaw
Re: Let's practice STICK WELDING, and proper weld bead applications.
* BUTT JOINTS *
A BUTT JOINT occurs when the surfaces of the members to be welded are in the same plane with their edges meeting. Butt joints can be designed in various ways, the edges can be square, beveled, or grooved. Edges may be held tight together or a small gap is provided and known as a root opening, this opening may be left between the edges.
* CORNER JOINTS *
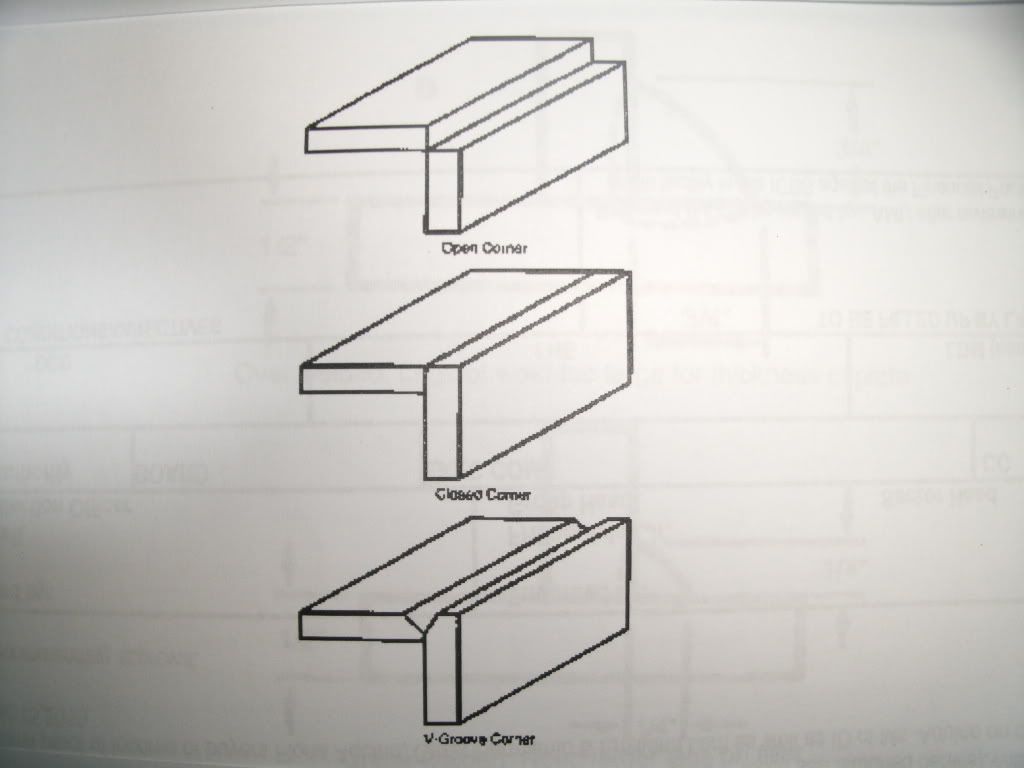
When members to be welded come together at weld is usually made about 90 degrees and take shape of an " L ", they are said to form a corner joint. These joints are quite easiily assembled and require little joint preparation. After welding, the welds are generally finished, that is, grinded to smooth attractive appearance.
* T-JOINTS *
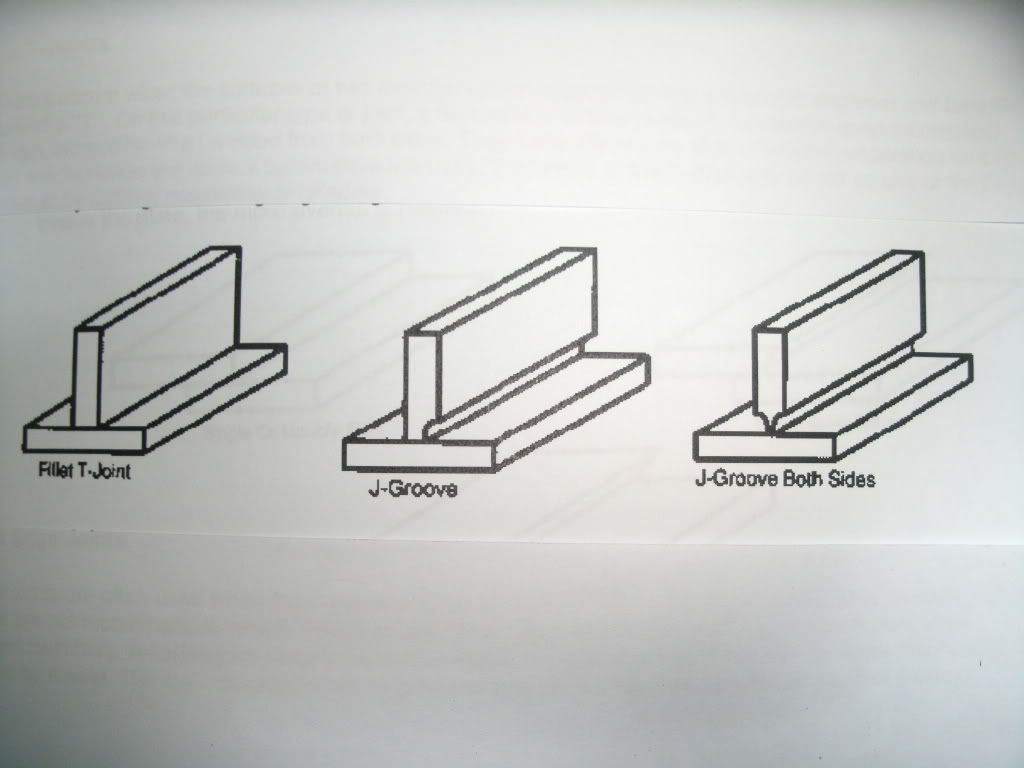
A T-Joint occurs when the surfaces of two members come together at right angles (90degrees) and take the shape of a " T ". On this particular type of joint, a fillet weld is usually made. T-joints offer good mechanical strength especially when welded from both sides.
* LAP JOINTS *
Lap Joints occur when the surfaces of joined members overlap one another. It has good mechanical properties, especially when welded on both sides. The weld form used on a lap joint is generally a fillet weld.
CIGWELD Weldskill 250 amp Mig Welder
AHP Alpha-TIG 200X welder
HITRONIC 300 Amp DC Inverter IGBT Welder
YAMATO 300 amp AC Stick Welder
YAMATO 200 amp DC Inverter IGBT Welder
DeWALT Chopsaw
HOBART and ESAB Welding Helmets
cloned STIHLs
MS 044 chainsaw
MS 070 chainsaw
Re: Let's practice STICK WELDING, and proper weld bead applications.
* EDGE JOINTS *

Edge Joints are often used when the members to be welded will not be subjected to any great stresses. An edge joint occurs when the edges of parallel or nearly parallel members meet and are joint by a weld.
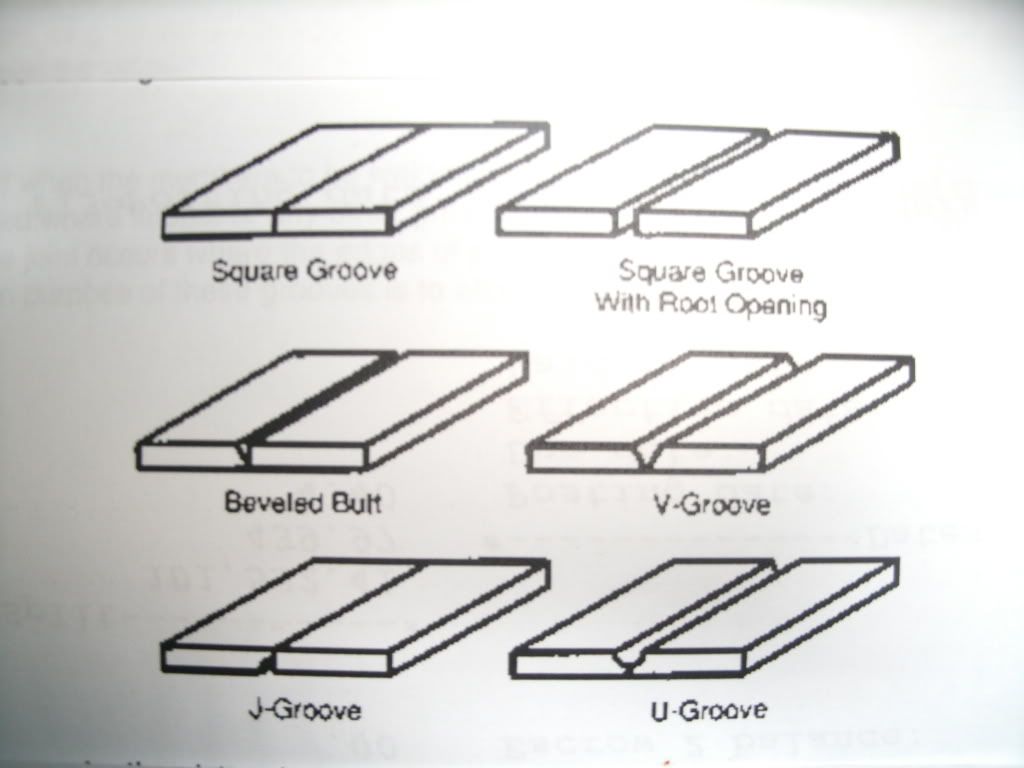
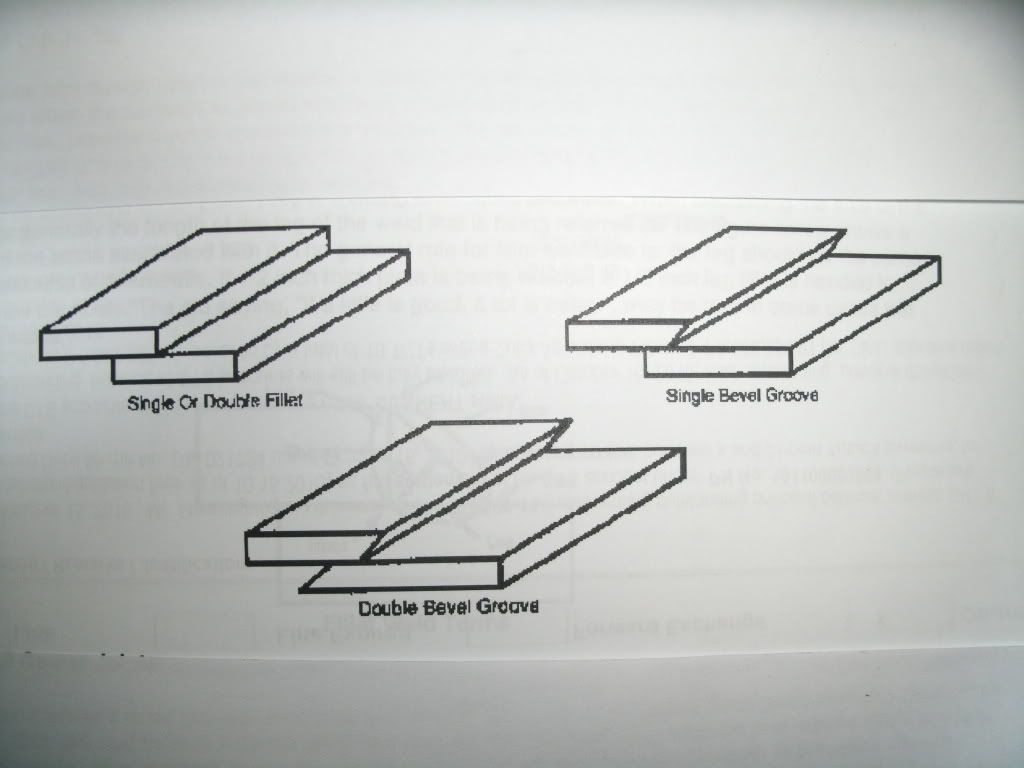
And the main purpose of these grooves is to allow proper penetration or depth of fusion.
And speaking of GROOVES, here are some types of Groove Designs ......................

HOPE YOU GIVE THIS SOME STUDY AND CONSIDERATION !!!!! :rolleyes:
Happy welding and stay safe always mga pare koy, LOL 😀
CIGWELD Weldskill 250 amp Mig Welder
AHP Alpha-TIG 200X welder
HITRONIC 300 Amp DC Inverter IGBT Welder
YAMATO 300 amp AC Stick Welder
YAMATO 200 amp DC Inverter IGBT Welder
DeWALT Chopsaw
HOBART and ESAB Welding Helmets
cloned STIHLs
MS 044 chainsaw
MS 070 chainsaw
Re: Let's practice STICK WELDING, and proper weld bead applications.
SORRY ADMINS if I posted the images on full size, I purposely made it that way since all naman are just line drawings, it would be easier for viewers to understand and see clearly the images illustrated, I hope you do understand my intention.
Thanks po muli !!!!!!!!!!!
CIGWELD Weldskill 250 amp Mig Welder
AHP Alpha-TIG 200X welder
HITRONIC 300 Amp DC Inverter IGBT Welder
YAMATO 300 amp AC Stick Welder
YAMATO 200 amp DC Inverter IGBT Welder
DeWALT Chopsaw
HOBART and ESAB Welding Helmets
cloned STIHLs
MS 044 chainsaw
MS 070 chainsaw
Re: Let's practice STICK WELDING, and proper weld bead applications.
Can't do some practice welding regarding the illustration posted above, garage floor is still very wet due to the Southwest monsoon surge these past few days, lakas pa ng grounding. :eek::(
I'll just be posting more info and line illustrations on the joints and grooves later, actual welding applications will just follow in a few days or as soon as my garage flooring gets dry. :rofl: 😉
CIGWELD Weldskill 250 amp Mig Welder
AHP Alpha-TIG 200X welder
HITRONIC 300 Amp DC Inverter IGBT Welder
YAMATO 300 amp AC Stick Welder
YAMATO 200 amp DC Inverter IGBT Welder
DeWALT Chopsaw
HOBART and ESAB Welding Helmets
cloned STIHLs
MS 044 chainsaw
MS 070 chainsaw
Re: Let's practice STICK WELDING, and proper weld bead applications.
An additional info here regarding weld positions and sort of terminology following each weld position. I think this is also worth understanding and perhaps remembering.
There are four basic welding positions or orientations that have been defined by the AWS (American Welding Society), and they are FLAT (1), HORIZONTAL (2), VERTICAL (3), and OVERHEAD (4) . These positions are designated by the numbers that relate to the position followed by a letter that designate the type of weld.
And what are these letters, well its the ( G ) and ( F ). The letter G, stands for GROOVE and the letter F, stands for FILLET.
Now WHAT IS A GROOVE WELD ??
Groove weld is a weld made in the groove between two plates to be joined. The groove weld is commonly used to make edge to edge joints although it is also often used in corner joints, T joints and joints between curved and flat pieces. There are many ways to make groove weld, the differences depending primarily on the geometry of the parts to be joined and preparation of their edges. Weld metal is deposited within the groove and penetrates and fuses with the base metal to form the joint. Sourced from GAWDA.wiki.
Here are some line drawing illustration for better understanding and visualizations.

1 G, Flat Position

2 G, Horizontal Position

3 G, Vertical Position

4 G, Overhead Position
CIGWELD Weldskill 250 amp Mig Welder
AHP Alpha-TIG 200X welder
HITRONIC 300 Amp DC Inverter IGBT Welder
YAMATO 300 amp AC Stick Welder
YAMATO 200 amp DC Inverter IGBT Welder
DeWALT Chopsaw
HOBART and ESAB Welding Helmets
cloned STIHLs
MS 044 chainsaw
MS 070 chainsaw




