





Re: STICK WELDING on thin sheet metal
@ JayL,
Bro the gap's width is 1/8" made from using a Bosch metal cutting disc.
Yes that is true using a piece of rod or a nail is another way to bridge the gap and that is another technique that I also use in joining thin sheet metal, ika nga e medyo pang daya sa pag dudugtong ng metal sheets. In some instances when the gap is a bit wider, I use a # 3 or # 4 cw nail in between as filler or bridge concentrating on the nail, para bang pina padilaan ko yung thin sheet ng welds unti unti :p coming from the nail para hindi mabutas ang thin sheet metal until all the gaps are covered. 🙂
My purpose on the exercise was to show that it is possible to weld this thin sheets with gap by building up each side of the metal to thicken the edges or " lips " by using a stick welder, and with multiple weld pass until the gap gets to be closer to each other with narrower gap.
But if we are talking of using a MIG or a TIG welder on such practice/exercise, ehemmm . he he he he, that's a different story and level now.
Mabuti na matutunan ang pag iistick welding the hard way para pag dating sa thicker metals e much easier to apply welds. :thumbup: 😀
CIGWELD Weldskill 250 amp Mig Welder
AHP Alpha-TIG 200X welder
HITRONIC 300 Amp DC Inverter IGBT Welder
YAMATO 300 amp AC Stick Welder
YAMATO 200 amp DC Inverter IGBT Welder
DeWALT Chopsaw
HOBART and ESAB Welding Helmets
cloned STIHLs
MS 044 chainsaw
MS 070 chainsaw
Re: STICK WELDING on thin sheet metal
I have here another welding exercises on a C-Purlins again with the same thickness as the previous PIP. It will again be a step by step process using the same technique of joining two sheet metals. I did this again to satisfy my curiosity if a full weld on thin sheet metal is really possible using a stick welder.
To continue with the PIP :


In these two photos, I have prepared two scrap C-Purlins again, cut the tips to 45 degree angle and then will joined them together simulating as if I am doing a metal frame or whatever.

There, I have applied 4 bead welds on the joint, ( tack welding )

A closer look of the jointed C-Purlins, if you can see now, a very nice bead welds applied, the exercises before on applying bead welds really paid off.
CIGWELD Weldskill 250 amp Mig Welder
AHP Alpha-TIG 200X welder
HITRONIC 300 Amp DC Inverter IGBT Welder
YAMATO 300 amp AC Stick Welder
YAMATO 200 amp DC Inverter IGBT Welder
DeWALT Chopsaw
HOBART and ESAB Welding Helmets
cloned STIHLs
MS 044 chainsaw
MS 070 chainsaw
Re: STICK WELDING on thin sheet metal
To continue with the PIP :

This pic shows that I have applied continues bead welds in between the initial 4 weld beads carefully and patiently so not to punch a hole or two.

After competing the weld bead applications, I lightly grinded or sanded the surface using an angle grinder to see if I have completely covered all the gaps.

Then re applied again another set of continues weld beads on the surface, particularly in the middle part.

Now after applying welds in the middle, I then continued applying again welds in both sides to thicken the entire surface to be welded.
CIGWELD Weldskill 250 amp Mig Welder
AHP Alpha-TIG 200X welder
HITRONIC 300 Amp DC Inverter IGBT Welder
YAMATO 300 amp AC Stick Welder
YAMATO 200 amp DC Inverter IGBT Welder
DeWALT Chopsaw
HOBART and ESAB Welding Helmets
cloned STIHLs
MS 044 chainsaw
MS 070 chainsaw
Re: STICK WELDING on thin sheet metal
To continue again with the PIP :

Again sanded or grinded the surface using an angle grinder to even out the surface in preparation for the final full weld.

Here is a close up of the prepared surface. For others the job here is done since both metals have been joined already, it will just need more sanding and then just simply applying metal epoxy primer and then the preferred finish paint.

But before applying the full weld that I wanted, I first finished the joints on this side.
CIGWELD Weldskill 250 amp Mig Welder
AHP Alpha-TIG 200X welder
HITRONIC 300 Amp DC Inverter IGBT Welder
YAMATO 300 amp AC Stick Welder
YAMATO 200 amp DC Inverter IGBT Welder
DeWALT Chopsaw
HOBART and ESAB Welding Helmets
cloned STIHLs
MS 044 chainsaw
MS 070 chainsaw
Re: STICK WELDING on thin sheet metal
Continuation of the PIP :

There, I have applied the full weld on the joint surface,cleaned it up by removing the slugs and wire brushing the surface welds.


Here are two photos showing a closer view of the full weld. It may not be beautiful or a perfect weld application but there it is, a full weld can be applied on the C-Purlins.
I'll attempt for another exercise on the C-Purlins, the same one, I'll just cut it again and try to improve the full weld application.
THANKS again for patiently viewing this welding exercises. :thanks:
CIGWELD Weldskill 250 amp Mig Welder
AHP Alpha-TIG 200X welder
HITRONIC 300 Amp DC Inverter IGBT Welder
YAMATO 300 amp AC Stick Welder
YAMATO 200 amp DC Inverter IGBT Welder
DeWALT Chopsaw
HOBART and ESAB Welding Helmets
cloned STIHLs
MS 044 chainsaw
MS 070 chainsaw
Re: STICK WELDING on thin sheet metal
Continuation of the PIP :
There, I have applied the full weld on the joint surface,cleaned it up by removing the slugs and wire brushing the surface welds.
--------------------------------------------------
I'll attempt for another exercise on the C-Purlins, the same one, I'll just cut it again and try to improve the full weld application.
HERE's an additional exercise or attempt on the C-PURLINS, using the same proceedure or technique in building up the edge of the surface metal.
Cut up the previous joint and made one more attempt in joining the metal. Started applying bead welds or tack welding.
After doing the initial tack welds were applied, I started working on building up the edge of the left surface. If you will see I have covered the right side of the C-Purlins with a piece of sheet metal so that one can easily see the portion I am working on or the side I am applying the weld beads.
Here is a closer look of the surface metal I am working on.
After finishing this side I moved to the next side of the C-Purlins but did not record or took pics of it already since the procedure is just the same as the former.
CIGWELD Weldskill 250 amp Mig Welder
AHP Alpha-TIG 200X welder
HITRONIC 300 Amp DC Inverter IGBT Welder
YAMATO 300 amp AC Stick Welder
YAMATO 200 amp DC Inverter IGBT Welder
DeWALT Chopsaw
HOBART and ESAB Welding Helmets
cloned STIHLs
MS 044 chainsaw
MS 070 chainsaw



Re: STICK WELDING on thin sheet metal
To continue with the PIP :

After finishing the surface build up and finishing the weld applications, I sanded or grinded the surface with an angle grinder to get an even weld bead surface.

There is the grinded or sanded surface together side by side with the previous full weld application on the C-Purlins.

Here is my final weld application, trying really to apply it correctly and nicely BUT STILL..... :rolleyes:
CIGWELD Weldskill 250 amp Mig Welder
AHP Alpha-TIG 200X welder
HITRONIC 300 Amp DC Inverter IGBT Welder
YAMATO 300 amp AC Stick Welder
YAMATO 200 amp DC Inverter IGBT Welder
DeWALT Chopsaw
HOBART and ESAB Welding Helmets
cloned STIHLs
MS 044 chainsaw
MS 070 chainsaw
Re: STICK WELDING on thin sheet metal
BUT STILL...............:rolleyes: HHHMMMM not satisfied :

Made another attempt to better the weld application. Just grinded or sanded the welds with an angle grinder then again re apply another full weld application slowly with full control of the wrist and arm.

Here is now a closer view of the last application of the weld and I think it has become much better than the previous applications.
This will be my last post on stick welding on sheet metals below 1.0mm. My next postings will be on thicker metal sheets , maybe 1.0mm thickness going up now.
THANKS again for patiently viewing this PIPs and hope you are getting something out of these exercises. :thumbup:
CIGWELD Weldskill 250 amp Mig Welder
AHP Alpha-TIG 200X welder
HITRONIC 300 Amp DC Inverter IGBT Welder
YAMATO 300 amp AC Stick Welder
YAMATO 200 amp DC Inverter IGBT Welder
DeWALT Chopsaw
HOBART and ESAB Welding Helmets
cloned STIHLs
MS 044 chainsaw
MS 070 chainsaw

Re: STICK WELDING on thin sheet metal
What is the final setting of your welder Rosy... Stick info as well.... thanks

click my signature and it will take you there........
Re: STICK WELDING on thin sheet metal
@ timbs, bro,
Bro in my previous post, I posted my locally made and assembled welder with no specific number setting, so I just set it to spot welding, the lowest setting, I guess the welder is only a 200 ampere welder if I remember correctly and the rods that I have been using were the ones that I gave you during our EB. BEST WELD welding rods used precisely for thinner metal sheets. I tried using the special NIHONWELD 6013 rods on the thin sheet, nahirapan ako kasi ayaw syang mag weld properly, so I still have to increase the setting and put it to slow or medium settings but the problem is naman nabubutasan ako ng sheet suface.
Now with my other welder, a 300 amps Yamato, its lowest ampere setting is only up to 60 AMPS and it does not work on thin sheets coz the current is still to much for the thin sheets.
I guess your welder, the ASEA 200 Amps is just perfect for such applications since its ampere settings can be adjusted much much lower. You just have to keep on practicing on what kind of welding rods to use for every setting and ones you got that already , madali ng gawin pag weld using kasi proper rods for different settings.
CIGWELD Weldskill 250 amp Mig Welder
AHP Alpha-TIG 200X welder
HITRONIC 300 Amp DC Inverter IGBT Welder
YAMATO 300 amp AC Stick Welder
YAMATO 200 amp DC Inverter IGBT Welder
DeWALT Chopsaw
HOBART and ESAB Welding Helmets
cloned STIHLs
MS 044 chainsaw
MS 070 chainsaw
Re: STICK WELDING on thin sheet metal
thanks, I have been welding a bit (welding table almost complete), and have found that 60 is just right for certain sticks. I am actually happier using a 6011 than a 6013 but I guess that is preference. sa 6013 kasi, maganda na yung weld (in fact almost perfect na sya) until you remove the slag... Dang. ang pangit... hehehehe
click my signature and it will take you there........
Re: STICK WELDING on thin sheet metal
OK, Here's another welding exercise that I did on a 1.25mm thick , 2" x 7" C-Purlins.
This will be the start of another series of welding exercise on thicker sheet metal above the 1.0mm range. I do believe it will be much easier since I was able to learn now thru practice how to apply welds on thinner sheet metals, knowledge is already there and imbedded in my mind.

Here's the C-Purlins applied with various full welds on different directions, I know applying full welds on thin sheet metals specifically C-Purlins or tubulars are very rarely done if not at all .I was maybe just trying to point out or prove that it can be done by just knowing the proper technique.
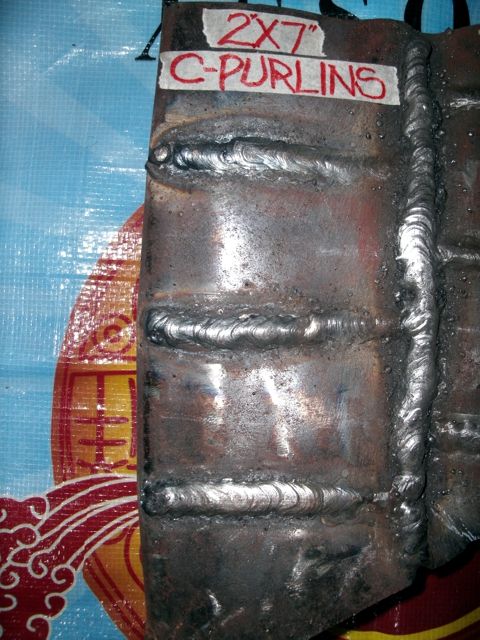

The two images above shows a much closer view of the full welds on the left side and the right side.

This last pic shows a closer view of the full weld applied in the center of the C-Purlins.
I did not anymore recorded the step by step process of applying the welds on this metal since its just the same procedure on the last post of metal with 0.98mm thickness.
Thanks again for watching the pics
CIGWELD Weldskill 250 amp Mig Welder
AHP Alpha-TIG 200X welder
HITRONIC 300 Amp DC Inverter IGBT Welder
YAMATO 300 amp AC Stick Welder
YAMATO 200 amp DC Inverter IGBT Welder
DeWALT Chopsaw
HOBART and ESAB Welding Helmets
cloned STIHLs
MS 044 chainsaw
MS 070 chainsaw
Re: STICK WELDING on thin sheet metal
brader, do you have a picture of those welds without the slag? ganyan din kaganda welds ko pero iba sa ilalim ng slag pag nalinisan... :apple:
click my signature and it will take you there........
Re: STICK WELDING on thin sheet metal
Eh sir timber these welds on the pics are already the arc welds made underneath the slags. In some instances I myself was really amazed when I got the right or perfect amperage, the right speed travel, right distance and angle of the welding rod on the surface and right rod manipulation or waves, the slags or " uling " covering the arc weld underneath would just automatically lift itself from the applied welds. A slag of about 1 1/2" to 3" in length releases itself giving me lesser time to make " tik tik " or remove the slags above. 😉
Every time I apply the welds, the coined words " C L A M S " , a guide by Miller welds is always the one that I follow, remember CLAMS sir timbs ? :thumbup:
Now with regards to these weld that I was able to produce, THEY may look good and solid but not yet for me, still have to practice the right travel of the rod and some more rod manipulations. There is one rod wave or manipulation that I have become comfortable with and it gives me the right control on my wrist, arm and elbow. Its the inverted smiley and.
letter c, If I'm applying welds towards me, from top to bottom, I manipulate the waves using the inverted smiley applying it little by little, left to right then back right to left and back left to right again. And when the weld is going to be applied horizontally, starting from left going towards to the right, I use the small letter C naman, its as if I am scribbling continously the letter c towards the right.
Though sometimes when applying the welds lengthily, my arm would get tired "na ngangalay ba, kaya bumabaliko " due to continuous arm and hand control for the purpose of producing a very straight and uniform arc welds. Well I guess applying such welds lengthily would still require more practice and more hand control. But with only short applications, well you can see naman in the pics above, very satisfactory if not perfect, arcs are almost uniform and properly applied, almost very straight. HE HE HE HE HE 😀 :p PRACTICE, PRACTICE and PRACTICE pa rin.
CIGWELD Weldskill 250 amp Mig Welder
AHP Alpha-TIG 200X welder
HITRONIC 300 Amp DC Inverter IGBT Welder
YAMATO 300 amp AC Stick Welder
YAMATO 200 amp DC Inverter IGBT Welder
DeWALT Chopsaw
HOBART and ESAB Welding Helmets
cloned STIHLs
MS 044 chainsaw
MS 070 chainsaw
Re: STICK WELDING on thin sheet metal
nice Rosy, for me the travel is the one bothering my work. I am trying the keyhole weld just to be sure they are welded together and yes the strokes are the ones that make the final weld look nice. "Clams" I don't recall the term though mahilig ako sa talaba if that means anything 😆
keep em coming brader, and don't sir me... 😛
click my signature and it will take you there........




